




客先常駐でコードを書いていた頃、僕は「この製品、1個つくるのにいくらかかってるのか」なんて、
一度も考えたことがありませんでした。
仕様書に書かれた画面を、速く・きれいに実装する。
それが仕事で、それで評価されていたからです。
でも、社内SEに移ると、ここがひっくり返ります。
社内SEが作るのは、たいてい業務システムです。
原価を集計する、受注を管理する、製品ごとの利益を見る——。
これって全部、「会社が1個いくらで作って、いくらで売って、いくら残るか」を、そのままシステムにしたものなんですね。
だから、その土台になる「1個いくらか(原価計算)」を理解していないと、画面は作れても、その数字が何を意味するのかがわからない。
仕様の”なぜ”に答えられないSEになってしまいます。
 やまと
やまと僕は工業高校から大手楽器メーカー、陸上自衛隊という“現場”を経て、未経験でSES企業に入りました。
客先常駐でシステム開発をしていた側です。
そこから今は、地方中小の製造業(アルミダイカスト)で、ひとりでDXを内製しています。
- 製品1個の原価は「材料費+加工費」。どちらも歩留まりで割って出す
- カギは「時間あたりレート」=設備の月額費用 ÷ 実際の稼働時間
- 社内SEの仕事は、この各数字を「どこから取って」「どう持つか」を設計すること
※製造業を一番濃い例に使いますが、考え方は仕入れ・在庫・受注を持つ事業会社なら形を変えて効きます。
\ “業務がわかる社内SE”の求人だけ見たい人へ /
※社内SE・自社開発・情シスの求人に特化した転職エージェント。登録・相談無料。
なぜ社内SEは「原価計算」から入るべきか
原価まわりは、よく似た言葉が並んでいて混乱しがちです。
最初に全体像だけ置いておきます。
やることが違う3つの箱が、入れ子になっていると思ってください。
| 言葉 | 一言でいうと | 社内SE目線(システムで言うと) |
|---|---|---|
| 原価計算 | 1個いくらかを「出す」 | 原価マスタ・原価テーブルの中身 |
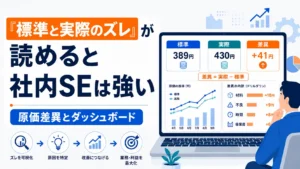
| 製造原価管理 | 出した原価を「下げる」 | 標準と実際の差を見る可視化・ダッシュボード |
| 管理会計 | その数字で「決める」 | 受注判断・予実管理のロジック |
この3つは、上から下へ依存しています。
一番下の原価計算でデータを正しく持てていないと、上の「差を見る」も「決める」も全部ブレる。
だから業務知識を入れるなら、下から——つまり原価計算から入るのが近道です。
製品1個の原価は「材料費+加工費」だけでほぼ見える
製品1個の原価は、教科書的には「材料費・労務費・経費」の足し算です。
でも実務では、労務費と経費を別々に出すのは大変なので、ほとんどの現場でこう簡略化します。
1個の原価 = 材料費 + 加工費
「加工費」は、人の時間(労務費)と機械・電気・ガス(経費)を、あとで出てくる「時間あたりレート」にまとめたもの。
この2つを足すだけで、原価はだいぶ見えます。
材料費 = 製品重量 × 材料単価 ÷ 歩留まり
アルミダイカスト(アルミを溶かして金型に流す加工)の製品で考えます。
- 製品重量:0.5kg
- 材料単価:アルミ500円/kg
- 歩留まり(良品率):90%
0.5kg × 500円 ÷ 0.9 = 約278円
ポイントは「÷ 歩留まり」です。
不良が出る分、良品1個あたりに余分な材料がかかっているから割る。
プログラマ的に言えば「実質の材料投入量=設計重量 ÷ 歩留まり率」という補正係数ですね。
歩留まりが90%→95%に上がるだけで、材料費は278円→263円に下がります。
1個15円でも、月産10万個なら月150万円。ダッシュボードで「歩留まり」を見せる意味はここにあります。
加工費 = 時間あたりレート × サイクルタイム ÷ 歩留まり
- 時間あたりレート:6,000円/h(=100円/分)
- サイクルタイム:60秒(=1分。1個つくるのにかかる時間)
- 歩留まり:90%
100円/分 × 1分 ÷ 0.9 = 約111円
加工費も歩留まりで割ります。
不良品を作っている間も、機械と人は動いて時間(=お金)を使っているからです。
合計すると約389円/個
材料費278円 + 加工費111円 = 約389円/個
これが「1個いくら」の中身です。
社内SEがシステムでこの数字を持つなら、頭の中の構造はこうなります。
flowchart TD
A["製品重量 × 材料単価"] --> M["材料費"]
B["時間レート × サイクルタイム"] --> K["加工費"]
M --> Y["÷ 歩留まり"]
K --> Y
Y --> Z["製品1個の原価
≈ 389円"]
style Z fill:#e8f5e9,stroke:#388e3c
たった4つの入力(製品重量・材料単価・時間あたりレート・サイクルタイム)と、1つの補正(歩留まり)。
原価マスタの中身は、まずこれだけで十分回ります。
カギは「時間あたりレート」|設備を1時間動かすといくらか
4つの入力で一番ブラックボックスに見えるのが「時間あたりレート(チャージレート)」です。
その設備を1時間動かすのに、人も機械もガス電気も含めていくらかかるか、という数字。
時間あたりレート = その設備にかかる1か月の費用 ÷ 1か月の稼働時間
「6,000円/h」は、いきなり出る数字ではありません。
分子と分母を、それぞれ積み上げます。
① 分子:設備の1か月の費用(その設備ぶんだけを足し算する)
| 何を入れる | 例(月) | メモ |
|---|---|---|
| 機械の減価償却 / リース代 | 40万円 | その1台ぶんだけ |
| オペレーターの人件費 | 30万円 | 1人で2台見るなら半分(按分) |
| その設備のガス・電気 | 15万円 | 変動分+基本料金 |
| 金型・治具・保全などの間接費 | 5万円 | ざっくりでOK |
| 合計 | 90万円 | ← 設備の1か月の費用 |
按分(あんぶん):1人で2台、1台で2製品…のように”共有しているもの”は、使った割合で分けます。
社内SEがマスタを設計するとき、この「按分ルールをどこに持たせるか」が地味に効きます。
② 分母:実際に動く稼働時間で割る
1日8h × 20日 = 160h … だが段取り・停止を引いて 実働150h
90万円 ÷ 150時間 = 6,000円/h
ここを「定時フルの160h」で割ると、レートが甘く(安く)出ます。
実際に動く150hで割るのが安全側です。
そして、ここがエンジニアに一番刺さるところ。
同じ月90万円でも、稼働が150h→100hに落ちると、レートは6,000円→9,000円に跳ね上がります。
固定費を、少ない稼働時間で割るからです。これが操業度の怖さで、②差異の話につながります。
各数字はどこから取る?(原価マスタに何を持つか)
社内SEの本番はここです。
式は単純でも、「どの数字を、どこから、どう取ってくるか」を決めるのがシステム設計だからです。
| 数値 | どこから取る | システム設計のコツ |
|---|---|---|
| 製品重量(kg) | 図面 / 実測 | 湯道込みの「投入重量」で持つと正確 |
| 材料単価(円/kg) | 仕入伝票 | 相場で動く=月次で更新できる持ち方に |
| 歩留まり | 日報:良品数 ÷ 投入数 | 不良・初物・調整ロスも投入に含める |
| サイクルタイム(秒) | 設備設定値 / 実測 | 段取り替えは別フィールドで持つ |
| 時間あたりレート | 自社の費用から計算 | 年1回 or 設備変更時に見直すマスタ値 |
ここでエンジニアが気をつけるのは、「固定で持つ値」と「日々動く値」を分けて設計することです。
- マスタ(あまり変わらない):製品重量、時間あたりレート、サイクルタイムの標準値
- トランザクション(毎日入る):材料単価(相場)、歩留まり(日報の良品率)
材料単価や歩留まりを「マスタにベタ書き」すると、相場が動いたとき・不良が増えたときに原価がついてこない。
逆にここを動的に拾えると、原価が”生き物”になります。日報や仕入伝票をどう取り込むか——これが社内SEの腕の見せどころです。
※会計・原価の基礎をもう一段おさえたい人は、中小機構のJ-Net21 起業マニュアル(経営・会計の基本解説)も参考になります。制度や数式の最新情報は公式で必ず確認してください。
なぜ原価計算が「全部の土台」なのか
原価計算ができていないと、その上の判断が全部あやふやになります。
flowchart LR
A["原価計算
(1個いくら)"] --> B["原価差異
(標準 vs 実際)"]
A --> C["限界利益
(売価 − 変動費)"]
A --> D["値決め(下限価格)"]
style A fill:#e8f5e9,stroke:#388e3c
- 原価差異(②)=「こうなるはず(標準)」と「実際」の差。その”はず”は原価計算で出す
- 限界利益(③)=売価 − 変動費。その「変動費」は原価計算がないと引けない
- 下限価格=この値段以下では受けてはいけないライン。これも原価が出て初めて引ける
社内SEが業務システムで扱う数字は、ほとんどがこの原価計算を起点にしています。
最初から完璧でなくて大丈夫。
まずは「材料費+加工費+歩留まり」のざっくり版で、この製品はいくらでできているのかを出せれば、それが土台になります。
※こうした「現場の数字をシステム化する」流れは、国の製造業DX政策とも地続きです。背景は経済産業省の産業界のDX(DX政策ハブ)もあわせてどうぞ。最新の内容は公式でご確認ください。
体験談|原価がわからなかった頃の僕
やまといちばん最初に苦労したのが、原価マスタをどう作るかでした。社内に「これが正解」という決まった形があるわけじゃない。原価のもとになる情報は、誰かの頭の中だったり、エクセルだったり、見積書だったり——いろんな場所にバラバラに散らばっていたんです。それを一つずつ拾い集めて、システムの形に落とすところからのスタートでした。
まとめ|この1枚の式から始めよう
- 製品1個の原価は材料費+加工費。どちらも÷歩留まりで補正する
- 材料費=製品重量×材料単価÷歩留まり(例:0.5kg×500円÷0.9≈278円)
- 加工費=時間あたりレート×サイクルタイム÷歩留まり(例:100円/分×1分÷0.9≈111円)
- 合計でだいたい389円/個。歩留まり90→95%で材料費は278→263円に下がる
- カギは時間あたりレート=設備の月額費用÷実際の稼働時間。稼働が落ちると1個が高くなる
1個の原価 = 材料費 + 加工費
材料費 = 製品重量 × 材料単価 ÷ 歩留まり
加工費 = 時間あたりレート × サイクルタイム ÷ 歩留まり
時間あたりレート = 設備の月額費用 ÷ 月の稼働時間
試験勉強じゃありません。
この1枚の式が頭に入っているだけで、業務システムの仕様の”なぜ”が読めるようになります。
技術はもう持っている。あとは「会社の数字」を読めるようにするだけです。
次は、この原価をもとに「標準と実際のズレ(原価差異)」をどう可視化するか——②の記事へ進みましょう。
\ 業務理解を評価してくれる社内SE求人を探すなら /
※社内SE・自社開発・情シスの求人に特化した転職エージェント。登録・相談無料。
よくある質問(FAQ)
- 簿記の資格がないと原価計算は理解できない?
-
いりません。本記事の式(材料費+加工費÷歩留まり)が読めれば、社内SEが業務システムで扱う原価は十分回せます。試験勉強ではなく、現場で使う部分だけをコードを書く人の頭で押さえれば大丈夫です。
- 「歩留まり」で割るのはなぜ?
-
不良が出る分、良品1個あたりに余分な材料や時間がかかっているからです。良品率90%なら、実質1÷0.9倍のコストがかかっている、という補正です。
- 時間あたりレートはどのくらいの頻度で見直す?
-
年1回、または設備を入れ替えたタイミングが目安です。月額費用や稼働時間が大きく変わったときも見直します。マスタ値として持ち、頻繁には動かしません。
- 製造業以外でも使える考え方?
-
使えます。「1単位あたりいくらか」「変動する費用を補正して持つ」という考え方は、仕入・在庫・受注を持つ事業会社なら形を変えて効きます。製造業が一番イメージしやすい例というだけです。
あわせて読みたい



コメント